
从技术角度来看,功率模块封装技术不仅仅是关于引线键合、焊接和封装;汽车领域的封装技术,在功率密度、性能和可靠性有很强的要求是比较复杂的,需要特定的专有技术。
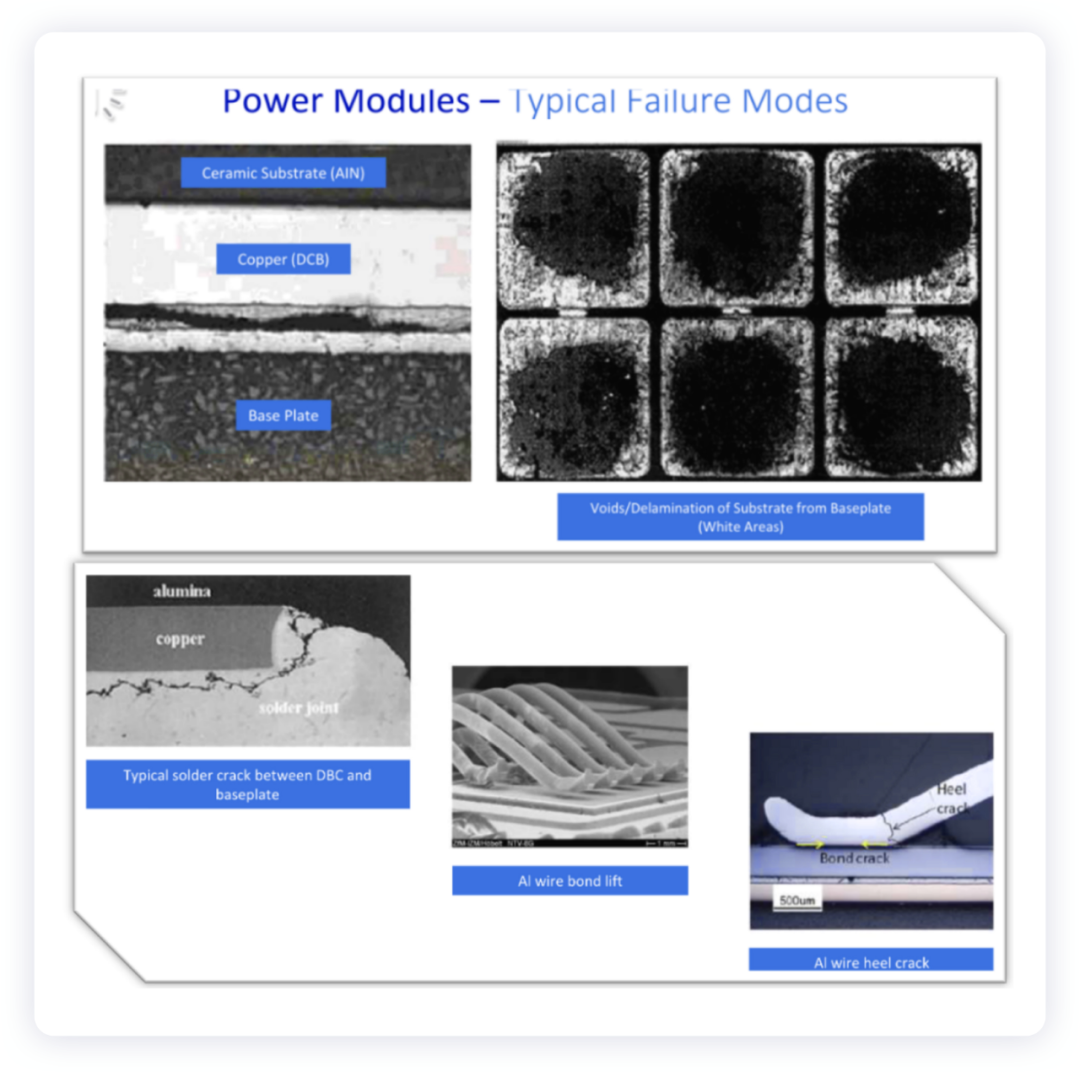
▲图4.功率模块的典型失效
Part 2
功率模块的发展趋势
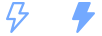
从技术发展的趋势来看,Yole和联电的工程师分别给了一个技术发展趋势,我的理解,是需要按照每家车企的选择来做一个梳理,目前在单个企业的押注好像有些早。围绕耐温、可靠性、寄生电感、热阻和成本这些要素,可以组合出很多的系统方案出来。
▲图5.功率模块的技术发展趋势

▲图6.联电探讨的功率模块技术
随着SiC模块的发展,围绕Tier1和芯片厂家的各自路线是可以探讨的,之前没有特别的关注,接下来要花时间把这些信息收集起来进行归档和整理。
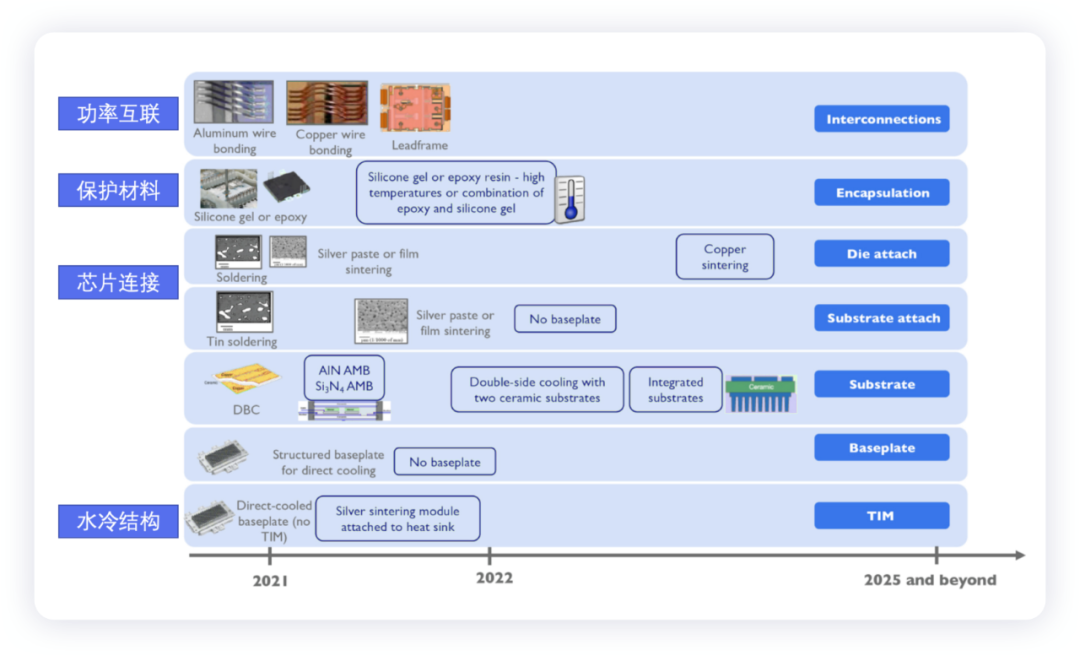
▲图7.功率模块的封装
每家的技术路线和考量是不同的。以安森美为例,它的发展重点也会放在塑封压铸模块上,也可以做直接水冷。压铸模块跟凝胶模块的差异,模块功率密度可以更高,杂散电感可以更低,尤其是碳化硅可以接受的工作温度更高,到200℃甚至以上。碳化硅的工作温度可以是很高的。
同样的系统价钱,用压铸模块应该可以做到更大潜力和差异化——安森美现在跟很多车厂讨论,为他们做一些特别制造的主驱模块。冷却塑封模块的特性,除了比较低的杂散电感和高功率密度之外,在扩展性方面也相对比较好。安森美可以用三个半桥的模块做成150kW的功率,也可以把它们两个合在一起做成300kW,基本上占用的空间没有太大差异。跟凝胶模块相比,压铸模块的生命周期是比较长的。在安森美双面冷却的模块里,IGBT是一个智能芯片,主要内置了两个传感器。一个是温度传感器(精准的温度检测),另外一个是电流检测也内置在里面(总体反应时间会比较快,能更好地去保护系统)。
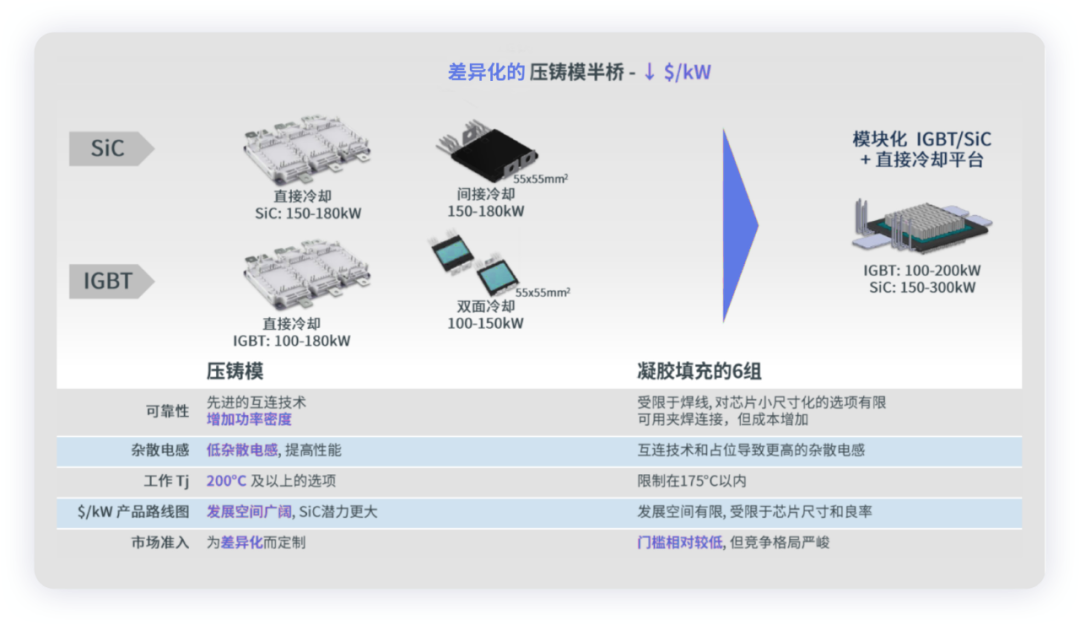
▲图8.安森美的技术路线
小结:在功率半导体的竞争中,国内企业国产替代的空间是很大的,从未来的市场需求来看,供应链安全的要求被放置在很高的位置。




